18511767098


鋼中氣體元素氧、氮的含量對材料的物理和機械性能有很大影響,在鋼材煉制過程中需嚴格控制。目前,鋼中氧、氮的含量主要是利用脈沖加熱–紅外吸收熱導法測定,鋼中氧、氮測定結果的影響因素已有報道,但少有涉及樣品預處理。
筆者按照標準規范取樣,將標準制樣方法作為參照組,并執行多組樣品的物理和化學前處理試驗,進行對比分析,以確定滿足測定要求的樣品前處理方法,同時明確影響鋼中氧氮含量的工藝過程,為鋼的煉制過程或其它應用提供技術參考。
1 實驗部分
1.1 主要儀器與試劑
氧氮分析儀:ON836 型;
電子天平:BSA124S 型;
超聲波清洗器:KQ2200E 型;
鋼標準樣品:AR668 型,其中氧含量為 (0.001 5±0.000 5)%,氮含量為 (0.002 9±0.000 6)%;
石墨內坩堝:編號為 775–431;
石墨外坩堝:編號為 775–433;
鹽酸、乙氧基乙烷、草酸和無水乙醇:分析純;
30% 過氧化氫:優級純;
實驗用水為實驗室自制超純水。
1.2 儀器工作條件
載氣:高純氦氣;動力氣:氮氣;分析延遲:30 s ;真空開啟時間:2 s ;積分延遲:0 s ;脫氣周期:2 次;脫氣功率:5 200 W ;脫氣時間:15 s ;冷卻時間:5 s ;分析功率:4 500 W。
1.3 實驗方法
按標準規范或要求執行取樣后,再將樣品塊低速車削為 Ф3 mm×50 mm 規格的棒樣,要求車削加工后的棒樣表面光滑且無污物,數量約為 12 根,并確保每根至少可剪切成 6 粒分析用樣品,每粒樣品的質量約為 0.50 g。實驗分為兩組進行,一組為物理制樣方法,一組為化學制樣方法,同時每組實施 3種方法,共 A~F 6 種方法,每種方法需 2 根棒樣(可剪切 12 粒分析用樣品)。
將已準備好的棒樣實施 A~C 物理制樣方法:
A. 先用干凈的銼刀(研磨機或類似打磨裝置)打磨棒樣表面,再將棒樣剪切為分析用樣品,然后用乙氧基乙烷清洗去除油污等雜質(記為參照組);
B. 先用干凈的銼刀打磨棒樣表面,再將棒樣剪切為分析用樣品,然后將樣品浸沒到乙氧基乙烷中進行超聲清洗;
C. 棒樣表面不進行打磨,剪切為分析用樣品后直接在乙氧基乙烷中進行清洗。將準備好的棒樣剪切為分析用樣品,用乙氧基乙烷清洗去除油污后,再實施 D~F 化學前處理制樣方法:
D. 先將樣品于 20% 稀鹽酸中溶解表面氧化層,5 s 后取出,置于 10% 草酸溶液中,滴加 4 滴 30% 過氧化氫溶液,取出,用水沖洗,再浸入無水乙醇中,取出后風干;
E. 先將樣品于 20% 稀鹽酸中溶解表面氧化層,反應 5 s 后取出,置于 10% 草酸溶液中,并滴加 10滴 30% 過氧化氫溶液,取出,用水沖洗,再浸入無水乙醇中,取出后風干;
F. 先將樣品于 20% 稀鹽酸中溶解表面氧化層,反應 5 s 后取出,用水沖洗,再浸入無水乙醇中,取出后風干。
在完成前處理制樣后,按 1.2 儀器工作條件,依次測定空白(3 次)、標準樣品和未知樣品,儀器直接顯示樣品中氧、氮的測定結果。
2 結果與討論
2.1 不同物理制樣方法對鋼中氧、氮測定結果的影響
將準備好的棒樣按照 1.3 實驗方法 A~C 進行物理制樣,方法 A 記為參照組。經儀器分析,測得鋼中氧、氮含量見表 1。

由表 1 數據可知: (1)方法 B 與 A 相比較,樣品經過超聲清洗后,鋼中氧、氮的含量均會減小,這是由于在高頻超聲作用下,大部分處于間隙位置的氧原子和氮原子,受到外場的波動能大于其平衡位置的晶格能,氧、氮原子將偏離原平衡位置,微觀上表現為間隙氣體原子的擴散現象,擴散到材料表面的原子進而結合為氣體分子,終脫離材料,同時還可能有存于微孔或裂紋處氣體分子的釋放。(2)方法C 與 A 相比較,鋼中氮的測定結果基本一致,但氧的測定結果顯著偏高,這是由于車削加工棒樣時,金屬表面因高溫而產生氧化,進而使氧的測定結果偏高。(3)對經高溫切削或易氧化金屬,在測定氧時,須用銼刀或類似打磨裝置去除表面氧化層,并盡可能減小打磨過程中樣品的發熱量,打磨完成后應立即進行分析;在測定氮時,不需打磨樣品表面,用乙氧基乙烷清洗后直接分析,以縮短檢測周期和減輕勞動強度。
2.2 不同化學制樣方法對鋼中氧、氮測定結果的影響
通常情況下,在測定鋼中氧、氮時,形狀規則、表面光滑的樣品可采用物理制樣方法制備,而非規則形狀、表面粗糙的樣品,物理制樣方法受到限制,尤其是氧的測定,需用化學消解法去除表面氧化層。
為了探究不同化學制樣方法對鋼中氧、氮測定結果的影響,將準備好的棒樣按照 1.3 實驗方法D~F 進行化學制樣,方法 A 記為參照組。經儀器分析,測得鋼中氧、氮含量見表 2。
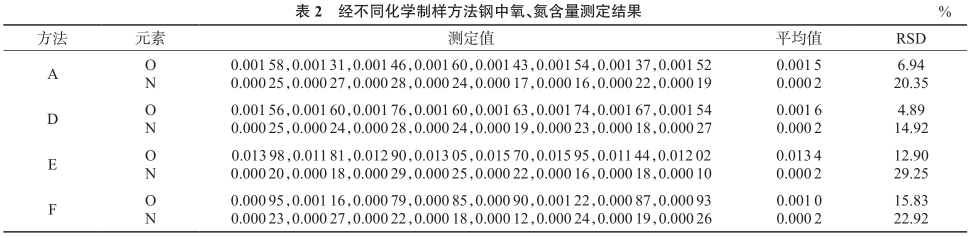
由表 2 數據可知: (1)方法 D 與 A 相比較,鋼中氧、氮的測定結果一致,為了判定兩方法是否等效,對氧、氮測定數據分別執行 F 檢驗和 t 檢驗,給定顯著性水平 α=0.05,采用雙側檢驗,統計結果表明兩種制樣方法無顯著性差異,方法等效。(2)方法 E 與 A 相比較,鋼中氧的含量測定值增大近一個數量級,這是由于過量的過氧化氫會使樣品表面發生再氧化,進而使氧含量增加,但不影響氮的測定。(3)方法 F 與 A 相比較,鋼中氧的含量測定值偏低,這是由于樣品經酸化處理后,未能對所吸附的氫離子進行有效清洗和消除,在后期分析時,所吸附的氫離子會因高溫而與氧發生反應,從而使氧的測定值偏低,但不影響氮的測定。
2.3 不同前處理制樣方法的作用效果判定
由以上分析可知,不同物理和化學制樣方法對鋼中氧的測定結果影響顯著,而只有方法 B 對氮的測定結果有影響。選取鋼標準樣品 AR668 進行測定,測定結果列于表 3。

由表 3 數據可知: (1)經制樣方法 A/C 后,鋼標準樣品中氧、氮含量的測定值與標示值一致,可判定樣品前處理方法 A 和 D 有效、可行,可作為鋼中氧、氮日常檢測分析方法; (2)經前處理制樣方法 B,E 和 F 后,鋼標準樣品中氧、氮含測量數據的變化規律與表 1、表 2 中分析樣品的變化趨勢一致,驗證了不同制樣方法作用于氧、氮測定結果的普遍性。
綜合分析,將各種制樣方法的特點列于表 4。

3 結論
(1)制樣方法 A 或 D 等效,均可作為日常檢測鋼中氧氮含量的分析方法;
(2)經制樣方法 B 后,鋼中氧、氮測定值降低,這是由于高頻超聲作用引起鋼中間隙氣體原子的微觀擴散及材料微孔或裂紋處氣體分子的釋放,終使氧、氮原子或分子脫離材料所致。考慮到氫的原子半徑更小,具有高游離度,因而對一些氫含量超標的薄型鋼材或比表面積大的鋼料,高頻超聲可作為一種除氫方法;
(3)在實施化學制樣方法 D 時,要控制好稀鹽酸消解時長(5 s)、溫度(室溫)和過氧化氫的滴加量(約 4 滴)等條件,否則將出現較大的系統誤差;
(4)氮性質穩定,對多數金屬有化學惰性,在測定鋼中的氮含量時,用乙氧基乙烷清洗后可直接測定,以縮短檢測周期和減輕勞動強度。
技術支持:化工儀器網 管理登陸 sitemap.xml
 歡迎來到
歡迎來到